Executive Summary
Industrial control panels represent the neurological infrastructure of modern manufacturing, automation, and process control systems. The UL508A Standard for Industrial Control Panels establishes the definitive safety, construction, and performance requirements that govern these mission-critical assemblies throughout North America. This white paper presents a comprehensive technical analysis demonstrating why Applied Gray Matter possesses unique capabilities to handle UL508A control panel fabrication and cabinet certification requirements for any industry vertical, from pharmaceutical manufacturing to automated warehouse systems, from food processing to aerospace applications.
Through examination of regulatory frameworks, technical standards, certification processes, and quality assurance methodologies, this analysis establishes that Applied Gray Matter’s integration of certified manufacturing capabilities, technical expertise, and systematic quality control positions the organization as the premier provider for industrial control panel solutions. The following analysis synthesizes regulatory requirements from the National Electrical Code (NEC), OSHA standards, UL certification protocols, and industry best practices to demonstrate comprehensive competency across all UL508A certification dimensions.

Introduction: The Critical Role of UL508A Certification in Industrial Infrastructure
Defining Industrial Control Panels Within the Regulatory Framework
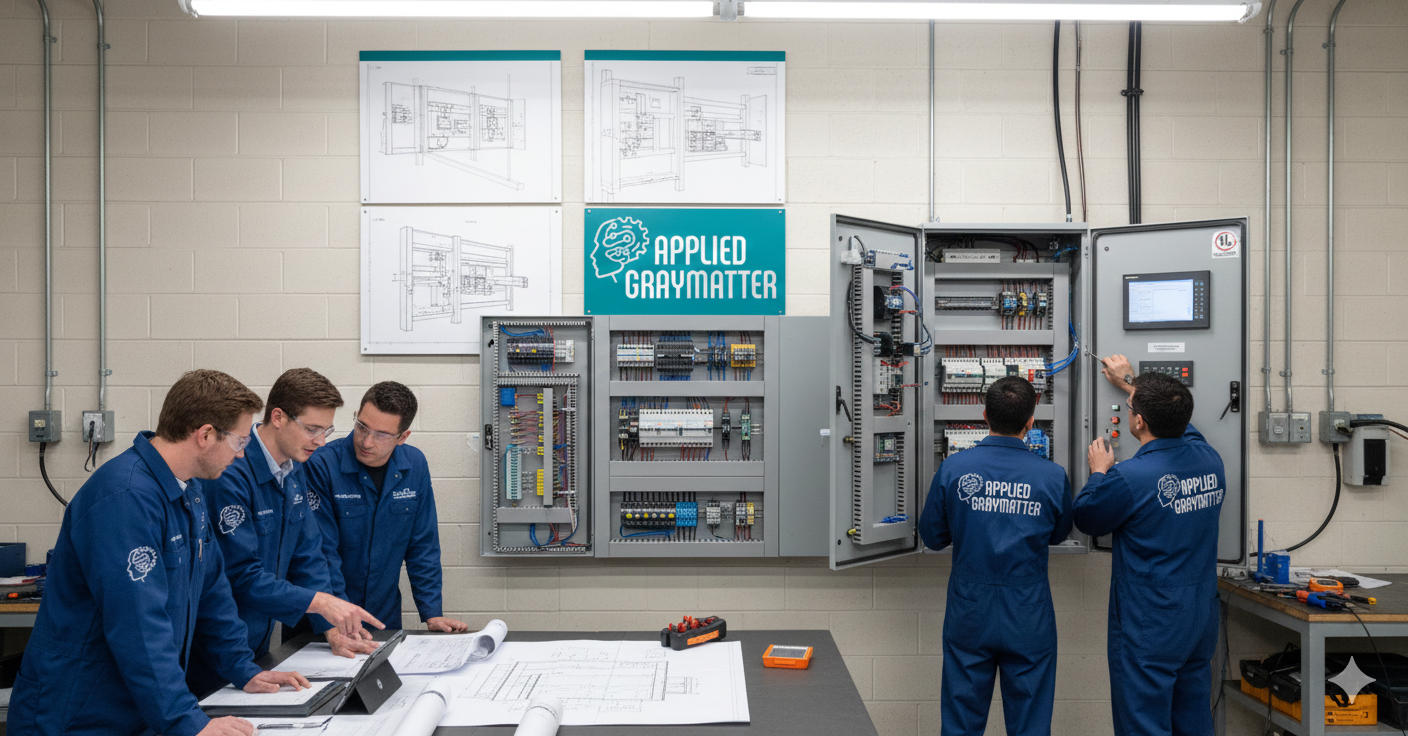
The National Electrical Code (NEC) Section 409.2 formally defines industrial control panels (ICPs) as “an assembly of two or more power circuit components, control circuit components, or any combination of power and control circuit components”[1]. These assemblies incorporate diverse electrical components including switches, terminal blocks, contactors, motor drives, variable frequency drives, transformers, overcurrent protective devices, programmable logic controllers (PLCs), and human-machine interfaces (HMIs). The complexity of these assemblies demands rigorous safety standards to prevent electrical hazards, fire risks, shock potential, and operational failures.
UL508A emerged as the authoritative standard governing industrial control panel construction, marking, component selection, wiring methodologies, environmental ratings, and documentation requirements[2]. Unlike generic electrical assemblies, UL508A certified panels undergo comprehensive evaluation against specific construction methods, component suitability criteria, spacing requirements, Short-Circuit Current Rating (SCCR) calculations, and marking protocols that ensure compliance with both electrical codes and workplace safety regulations.
The Regulatory Imperative: NEC Article 409 and OSHA Requirements
NEC Article 409 mandates that industrial control panels installed in the United States must be marked with specific electrical ratings and, critically, must include a Short-Circuit Current Rating (SCCR)[3]. This requirement stems from the 2011 NEC update that recognized the potential for catastrophic failure when available fault current at installation sites exceeds panel withstand capacity. NEC 409.110 explicitly requires installers to verify that available fault current does not exceed the marked SCCR value—a verification that has become a common source of “red tag” violations during electrical inspections.
Complementing NEC requirements, OSHA 1910.303 mandates that electrical equipment be “approved,” which the Occupational Safety and Health Administration interprets as equipment that is “listed, labeled, certified, or otherwise determined to be safe by a nationally recognized testing laboratory”[4]. Authorities Having Jurisdiction (AHJs), insurance underwriters, and industrial facility operators increasingly interpret this requirement as necessitating UL508A certification or equivalent field evaluation for all industrial control panels.
This regulatory convergence creates a practical mandate: industrial facilities require UL508A-certified control panels to satisfy electrical inspectors, maintain insurance coverage, comply with OSHA regulations, and ensure operational safety. The question then becomes not whether UL508A certification is necessary, but rather which panel fabrication partner possesses the technical competency, quality systems, and regulatory expertise to deliver consistent compliance.
The Evolution of UL508A: Third Edition Updates and MTR Requirements
The UL508A standard continues to evolve in response to technological advancement and industry needs. The third edition, published April 24, 2018, with an effective date of July 1, 2020, introduced significant revisions addressing component selection, wiring methods, environmental considerations, and SCCR calculation methodologies[5]. These updates reflect the increasing complexity of industrial automation systems and the integration of digital control technologies, communication networks, and advanced power electronics within control panel assemblies.
Perhaps the most significant recent development in the UL508A Industrial Control Panel Shop Program is the introduction of the Manufacturer Technical Representative (MTR) requirement, formally implemented in February 2021[6]. This requirement mandates that each manufacturing location participating in the UL508A Panel Shop Program must maintain at least one qualified MTR on staff—an individual who has demonstrated comprehensive knowledge of the UL508A standard through formal examination and can “effectively interpret and accurately apply the requirements of UL 508A, the Standard for Industrial Control Panels.”
The MTR requirement addresses a critical vulnerability identified within the General Coverage program structure: staff turnover often resulted in panel shops lacking formally trained personnel qualified to interpret UL508A requirements. The MTR program ensures institutional knowledge persistence and creates accountability for standards interpretation and application. For industrial customers specifying control panels, verification that a fabrication partner maintains qualified MTR personnel becomes a fundamental due diligence checkpoint.

The UL508A Certification Architecture: Technical Requirements and Compliance Frameworks
Component Selection and Supplement SA Requirements
UL508A certification begins with component suitability. Supplement SA within the UL508A standard delineates specific requirements for electrical components incorporated within industrial control panels[7]. Components must be either UL Listed or UL Recognized for their intended application, with appropriate conditions of acceptability documented. Examples include:
- UL 489 Listed molded case circuit breakers for branch circuit protection
- UL 98 Listed enclosed switches and industrial control switches
- UL 1059 Listed terminal blocks
- UL 60947-4-1 Listed contactors and motor starters
- UL 508 Listed industrial control equipment
- UL 508A Listed pilot devices, pushbuttons, and indicator lights
- UL 1449 Listed surge protective devices
The requirement for Listed or Recognized components extends beyond simple part selection—it encompasses understanding component ratings, environmental suitability, electrical characteristics, and installation conditions. A qualified UL508A panel fabricator must maintain current knowledge of component certifications, understand the distinction between Listed and Recognized components, and properly apply component limitations within panel designs.
Applied Gray Matter’s approach to component selection incorporates systematic verification processes that ensure every component incorporated within UL508A-certified panels meets applicable UL standards. This verification extends to maintaining component certification documentation, tracking component revisions and obsolescence, and proactively identifying suitable alternatives when original components become unavailable.
Construction Methods: Wiring, Spacing, and Layout Requirements
UL508A establishes specific construction requirements governing wire sizing, insulation ratings, routing methods, terminal torque specifications, grounding practices, and component spacing[8]. These requirements prevent common failure modes including:
- Inadequate wire gauge selection leading to excessive voltage drop or thermal damage
- Insufficient spacing between energized conductors and grounded surfaces creating shock hazards
- Improper wire routing resulting in mechanical damage, chafing, or interference with component operation
- Inadequate terminal connections causing high-resistance joints, heat generation, and eventual failure
- Compromised grounding creating dangerous fault current paths
Wire sizing calculations must account for conductor ampacity, insulation temperature ratings, ambient temperature conditions, conductor bundling factors, and voltage drop considerations. UL508A Table 31.1 provides minimum wire size requirements based on current ratings, while NEC Chapter 9 Table 8 provides conductor properties. Proper application requires understanding the interplay between these standards and the specific operational conditions within the control panel enclosure.
Component spacing requirements address both electrical clearance (air gaps preventing voltage breakdown) and creepage distance (surface paths preventing tracking and arcing). These spacing requirements vary based on voltage levels, pollution degree, material characteristics, and environmental conditions. Control panel designs must incorporate adequate spacing while maintaining compact, efficient layouts that optimize enclosure utilization.
Short-Circuit Current Rating (SCCR): Calculation Methodologies and Compliance
The Short-Circuit Current Rating represents perhaps the most technically complex aspect of UL508A compliance. SCCR quantifies the maximum short-circuit current that a control panel can safely withstand without creating shock or fire hazards[9]. NEC 409.110 mandates that industrial control panels be marked with SCCR values, and installers must verify that available fault current at the installation point does not exceed this marked rating.
UL508A Supplement SB provides detailed methodologies for SCCR determination, incorporating multiple calculation approaches:
- Component-Based Method: Establishing SCCR based on individual power circuit component ratings, using the lowest rated component as the limiting factor
- Current-Limiting Device Method: Accounting for current limiting components (such as current-limiting fuses) that reduce downstream fault current exposure
- Series Combination Method: Utilizing tested combinations of overcurrent protective devices with specific downstream components
- Transformer Calculation Method: Calculating secondary-side fault current based on transformer impedance and primary protection
The overall SCCR determination process follows this systematic approach:
- Establish SCCR of individual power circuit components per Table SB4.1 or component markings
- Identify current-limiting components and calculate modified fault current levels per SB4.3
- Determine branch circuit SCCR values considering branch protection and component ratings
- Calculate overall panel SCCR as the lowest value among feeder components and branch circuits
- Document calculations and component specifications for verification
Consider a representative calculation example: A control panel incorporates a 100A main circuit breaker with an interrupting rating of 65kA, feeding multiple branch circuits. Branch Circuit 1 contains components with SCCR ratings of 5kA, 10kA, and 30kA, protected by a 20A circuit breaker with a 10kA interrupting rating. The branch circuit SCCR would be limited to 5kA by the lowest-rated component. If this represents the limiting factor across all circuits, the panel SCCR would be marked as 5kA, regardless of the main breaker’s 65kA capacity.
Accurate SCCR calculation requires comprehensive understanding of UL508A Supplement SB methodologies, familiarity with component specifications, and systematic documentation practices. Errors in SCCR determination can result in panels that appear code-compliant but pose serious safety risks when installed in facilities with high available fault current.
Applied Gray Matter’s SCCR calculation processes incorporate systematic component rating verification, documented calculation methodologies following UL508A Supplement SB protocols, independent verification procedures, and comprehensive documentation maintained for both UL audits and customer review. This systematic approach ensures that marked SCCR values accurately represent panel withstand capacity.
Environmental Ratings and Enclosure Selection
Industrial control panels operate in diverse environmental conditions ranging from climate-controlled manufacturing facilities to outdoor industrial sites, from clean rooms to dusty, corrosive, or high moisture environments. UL508A addresses environmental considerations through enclosure type ratings that correspond to NEMA standards[10]:
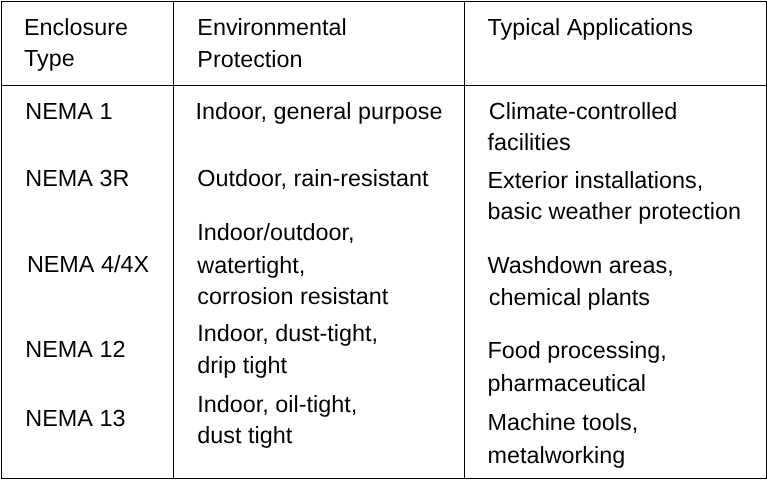
Table 1: UL508A Enclosure Type Ratings and Application Environments
Enclosure selection must account for ambient temperature ranges, humidity levels, dust and particulate exposure, chemical exposure, washdown requirements, and corrosion potential. UL508A establishes maximum ambient temperature of 40°C (104°F) unless otherwise specified, requiring derating calculations when components operate at elevated temperatures[11].
Beyond basic environmental ratings, control panel designs must address ventilation requirements, heat dissipation, component derating, condensation prevention, and accessibility for maintenance. Power-dissipating components such as variable frequency drives, transformers, and power supplies generate significant heat that must be managed through proper layout, forced ventilation, heat exchangers, or air conditioning systems.
Applied Gray Matter’s enclosure selection process incorporates comprehensive environmental assessment, thermal analysis for heat-dissipating components, proper component derating based on ambient conditions, and validation that selected enclosure ratings match actual installation environments. This systematic approach prevents common failure modes where panel specifications inadequately match field conditions.
Marking and Documentation Requirements
UL508A mandates specific panel markings that provide essential information for installers, inspectors, and maintenance personnel[12]. Required markings include:
- UL Certification Mark indicating compliance with UL508A
- Manufacturer identification
- Electrical ratings: voltage, phase, frequency, full-load current
- Short-Circuit Current Rating (SCCR)
- Environmental rating (enclosure type)
- Control circuit transformer overcurrent protection rating (if applicable)
Documentation requirements extend beyond panel markings to include electrical schematics showing all power and control circuits, component identification lists with manufacturer and model information, layout drawings indicating component locations, field wiring diagrams for installation, and SCCR calculation documentation[13].
This documentation serves multiple purposes: enabling proper installation, facilitating troubleshooting and maintenance, supporting electrical inspections, and providing evidence of code compliance. Incomplete or inaccurate documentation represents a common deficiency identified during AHJ inspections and can result in project delays, re-engineering costs, and installation rejections.

The UL508A Industrial Control Panel Shop Program: Certification Process and Quality Systems
General Coverage Program Structure and Manufacturer Responsibilities
The UL508A Industrial Control Panel Shop Program operates as a General Coverage program—a certification approach that provides manufacturers flexibility to apply UL Certification Marks to diverse control panel designs without requiring UL Solutions to examine each individual design[14]. This flexibility derives from combining UL’s extensive catalog of Listed and Recognized components with specific design parameters, construction guidelines, and quality control systems implemented by the panel manufacturer.
General Coverage programs transfer significant responsibility to the manufacturer. Rather than UL engineers reviewing and approving each panel design, the manufacturer must:
- Understand and correctly interpret UL508A requirements
- Design panels within the scope of UL508A standards
- Select appropriate Listed and Recognized components
- Apply proper construction methods and spacing requirements
- Calculate and verify SCCR values
- Apply correct panel markings
- Maintain comprehensive documentation
- Implement quality control systems ensuring consistent compliance
This responsibility structure explains the critical importance of the MTR requirement: the manufacturer’s technical competency directly impacts certification validity. A panel bearing the UL Mark represents UL’s confidence that the manufacturer possesses the knowledge, systems, and quality controls to consistently produce compliant products.
Initial Certification Process and Mandatory Training
Organizations seeking to participate in the UL508A Panel Shop Program must complete a comprehensive certification process that begins with mandatory training. UL requires manufacturers to complete formal UL508A training courses that cover standard interpretation, component selection, construction requirements, SCCR calculation methodologies, marking requirements, and documentation practices[15].
This initial training establishes baseline competency across the organization. However, the introduction of the MTR requirement in 2021 formalized ongoing knowledge maintenance. Each manufacturing location must now maintain at least one qualified MTR who has passed the UL508A MTR Qualification Examination—a rigorous assessment evaluating detailed knowledge of the standard[16].
The MTR examination addresses:
- Component suitability and Supplement SA requirements
- Construction methods and wiring practices
- SCCR calculation procedures
- Environmental considerations and enclosure ratings
- Marking and documentation requirements
- Quality control and design verification methodologies
MTR certification requires renewal every three years, ensuring that qualified personnel maintain current knowledge as the standard evolves. This certification persistence ensures that organizations maintain institutional expertise despite staff changes and personnel transitions.
Applied Gray Matter maintains MTR-qualified personnel at each manufacturing location, ensuring that panel designs receive expert review and that UL508A interpretation aligns with current standard requirements. This commitment to maintaining qualified staff demonstrates organizational dedication to certification excellence rather than mere regulatory compliance.
Follow-Up Services and Periodic Audits
UL certification does not conclude with initial authorization. Panel shops participating in the UL508A program undergo periodic follow up audits conducted by UL field engineers[17]. These audits verify ongoing compliance through:
- Review of panel designs and construction methods
- Examination of component documentation and certification
- Verification of SCCR calculations and documentation
- Assessment of panel markings for accuracy and completeness
- Evaluation of quality control systems and procedures
- Review of design verification processes
- Confirmation that MTR-qualified personnel remain on staff
Audit frequency varies based on production volume, complexity, and compliance history. Manufacturers must maintain documentation accessible for UL review, including component certification files, SCCR calculations, electrical schematics, quality control records, and design verification reports.
Organizations that consistently demonstrate strong compliance, comprehensive documentation practices, and effective quality systems benefit from streamlined audit processes. Conversely, organizations with compliance deficiencies, documentation gaps, or quality control weaknesses face increased scrutiny, potential certification suspension, and market reputation damage.
Applied Gray Matter’s quality systems incorporate audit readiness as a continuous operational practice rather than a periodic preparation activity. Documentation systems maintain real-time accessibility to component certifications, design files, calculation records, and quality verification data. This systematic approach ensures that UL audits verify existing practices rather than revealing compliance gaps.
Industry-Specific Applications:
Demonstrating Universal UL508A Competency
Pharmaceutical and Life Sciences Manufacturing
Pharmaceutical manufacturing represents one of the most demanding applications for industrial control panels, requiring compliance with FDA regulations, cGMP requirements, cleanroom classifications, equipment validation protocols, and comprehensive documentation practices[18]. Control panels in pharmaceutical environments must address:
- NEMA 4X stainless steel enclosures for washdown areas and corrosion resistance
- Clean-in-place (CIP) and sterilize-in-place (SIP) compatibility
- Process validation documentation and 21 CFR Part 11 compliance
- Hygienic design principles preventing microbial contamination
- Integration with batch control systems and electronic batch records
- Equipment qualification protocols (IQ/OQ/PQ) requiring comprehensive documentation
Applied Gray Matter’s pharmaceutical panel fabrication incorporates material selection meeting FDA requirements, documentation systems supporting validation protocols, design practices addressing cleanroom compatibility, and quality systems aligned with cGMP expectations. This capability extends to biopharmaceutical applications, medical device manufacturing, and laboratory automation systems.

Food and Beverage Processing
Food processing facilities demand control panels that combine UL508A electrical safety standards with food safety requirements, washdown capability, and sanitary design principles[19]. Critical considerations include:
- NEMA 4X enclosures withstanding high-pressure washdown
- Stainless steel construction preventing corrosion and contamination
- IP69K ratings for high-temperature, high-pressure cleaning
- USDA and FDA compliance for direct food contact areas
- Integration with recipe management and traceability systems
- Hazardous location considerations for combustible dust (grain processing) or flammable atmosphere (ethanol production)
Food processing applications often require UL698A certification for hazardous locations in addition to UL508A—for example, control panels in grain elevators (combustible dust), distilleries (flammable vapors), or sugar processing facilities (combustible dust). Applied Gray Matter’s expertise extends to these specialized certifications, ensuring comprehensive compliance across food processing environments.
Automated Warehouse and Material Handling Systems
Modern automated warehouses incorporate sophisticated material handling systems with dozens or hundreds of control panels governing conveyors, sorters, automated storage and retrieval systems (AS/RS), robotic palletizers, and automated guided vehicles (AGVs)[20]. Control panel requirements include:
- Network communication capability integrating with warehouse control systems (WCS) and warehouse management systems (WMS)
- Distributed control architectures with multiple interconnected panels
- High reliability minimizing unplanned downtime in 24/7 operations
- Modularity supporting system expansion and reconfiguration
- Safety system integration for personnel protection in automated environments
- Energy monitoring and power quality management
Warehouse automation panels must support rapid deployment schedules, systematic troubleshooting through comprehensive documentation, and lifecycle support as systems evolve. Applied Gray Matter’s warehouse automation panel capabilities incorporate standardized platform designs enabling rapid deployment, modular architectures supporting expansion, comprehensive documentation facilitating troubleshooting, and lifecycle support through component obsolescence and technology evolution.
Aerospace and Defense Manufacturing
Aerospace manufacturing imposes stringent quality requirements, comprehensive traceability, and often security clearances for defense applications[21]. Control panel requirements extend beyond UL508A to encompass:
- AS9100 quality management system compliance
- ITAR compliance and export control for defense applications
- Comprehensive material traceability and certification
- Counterfeit component avoidance programs
- Advanced testing and quality verification protocols
- Detailed fabrication documentation and configuration control
Aerospace control panels support applications including machine tool controls, environmental test chambers, automated inspection systems, and manufacturing execution systems. Applied Gray Matter’s aerospace manufacturing capabilities incorporate quality systems meeting AS9100 requirements, component sourcing with comprehensive traceability, and documentation practices supporting aerospace quality standards.

Water and Wastewater Treatment
Municipal and industrial water treatment facilities require control panels operating in challenging environmental conditions with high reliability expectations and minimal maintenance accessibility[22]. Application considerations include:
- NEMA 4X outdoor-rated enclosures for remote lift stations and treatment facilities
- Corrosive atmosphere resistance (chlorine, hydrogen sulfide, ammonia)
- Hazardous location ratings for digester gas and chemical storage areas
- Integration with SCADA systems and remote monitoring
- Utility-grade reliability for critical infrastructure applications
- Lightning and surge protection for outdoor installations
Water treatment applications often combine UL508A panels with specialized requirements including intrinsic safety barriers for hazardous area instrumentation, redundant control systems for critical processes, and integration with telemetry systems. Applied Gray Matter’s water treatment expertise addresses these specialized requirements while maintaining UL508A compliance.
Oil and Gas Production and Processing
Oil and gas applications present the most demanding environmental conditions and safety requirements for industrial control panels, often requiring UL698A certification for hazardous classified locations in addition to UL508A[23]. Critical considerations include:
- Class I Division 1 and Division 2 hazardous location ratings
- Purged and pressurized enclosures for hazardous areas
- Extreme temperature operation (-40°C to +60°C ambient)
- Corrosive and marine atmosphere resistance
- API standards compliance for upstream and midstream applications
- SIL-rated safety system integration
Oil and gas control panels must undergo rigorous testing including temperature cycling, vibration testing, salt fog exposure, and hazardous location verification. Applied Gray Matter’s oil and gas capabilities incorporate specialized enclosure systems, hazardous location certification expertise, extreme environment validation, and integration with safety instrumented systems (SIS).

Quality Assurance Systems: Ensuring Consistent UL508A Compliance
Design Verification and Review Processes
Consistent UL508A compliance begins with systematic design verification processes that identify compliance gaps before fabrication begins[24]. Applied Gray Matter implements multi-stage design review incorporating:
- Component Verification Stage: Confirming all components are appropriately Listed or Recognized, verifying component ratings match application requirements, and documenting component certifications
- Electrical Design Review: Validating wire sizing calculations, confirming proper overcurrent protection coordination, and verifying grounding and bonding compliance
- SCCR Calculation Review: Independent verification of SCCR calculations, confirmation of component rating documentation, and validation of calculation methodology
- Layout and Spacing Review: Verification of component spacing requirements, confirmation of wire routing and strain relief, and validation of accessibility for maintenance
- Environmental Rating Verification: Confirmation enclosure rating matches application environment and validation of thermal management for power-dissipating components
- Marking and Documentation Review: Verification panel markings include all required information and confirmation documentation package completeness
This systematic review process, conducted by MTR-qualified personnel, identifies compliance issues during design stages when corrections are straightforward and cost-effective. Design verification documentation becomes part of the permanent panel record, supporting both UL audits and customer quality requirements.
Fabrication Quality Control and Point-to-Point Verification
Quality control during fabrication ensures that panels are built in accordance with approved designs and UL508A requirements[25]. Applied Gray Matter’s fabrication quality control incorporates:
- Point-to-point continuity testing verifying all connections match electrical schematics
- Conductor size and color verification confirming wire gauge and identification
- Terminal torque verification using calibrated torque tools per manufacturer specifications
- Insulation resistance testing identifying potential ground faults before energization
- Component installation verification confirming proper mounting and clearances
- Wire routing and strain relief inspection ensuring mechanical integrity
- Panel marking verification confirming accurate and complete labeling
Point-to-point verification represents a critical quality control step that identifies wiring errors before panels reach functional testing stages. This systematic verification approach reduces commissioning time, prevents field failures, and demonstrates quality commitment to customers and regulatory authorities.
Factory Acceptance Testing (FAT) Protocols
Comprehensive factory acceptance testing validates panel functionality before shipment and provides customers visibility into quality verification processes[26]. FAT protocols include:
- Visual Inspection: Confirming workmanship quality, verifying component installation, and documenting panel condition
- Power-Up Testing: Energizing control power circuits, verifying indicator and display functionality, and identifying any dead-on arrival components
- Functional Testing: Exercising all control circuits, verifying interlock and safety circuit operation, and confirming communication system functionality
- Full-Load Testing: Operating all power circuits under load conditions, verifying protective device operation, and confirming thermal performance
- Safety Circuit Verification: Testing emergency stop circuits, verifying safety interlock operation, and confirming fault response behavior
- Documentation Verification: Confirming as-built documentation accuracy and validating that field wiring diagrams match actual panel construction
FAT sessions typically include customer representatives, system integrators, and end-user personnel. These sessions provide opportunity for operational training, documentation review, and confidence building before panels are deployed to project sites. Applied Gray Matter’s FAT protocols incorporate comprehensive test procedures, detailed test result documentation, and customer participation accommodation. Continuous Improvement and Corrective Action Systems Quality systems extend beyond individual panel production to encompass organizational learning and continuous improvement[27]. Applied Gray Matter implements corrective action systems addressing:
- Non-conformance identification and documentation
- Root cause analysis for recurring issues
- Corrective action implementation and verification
- Preventive action to address potential issues before occurrence
- Trend analysis identifying systematic improvement opportunities
- Design standard updates incorporating lessons learned
- Training program updates addressing identified knowledge gaps
This continuous improvement approach ensures that quality systems evolve based on operational experience, that lessons learned from one project benefit subsequent projects, and that organizational capabilities progressively strengthen over time.

Technical Differentiators: Applied Gray Matter’s Competitive Advantages
MTR-Qualified Personnel Across Manufacturing Locations
The UL508A MTR requirement establishes a minimum competency threshold: each manufacturing location must maintain at least one qualified MTR. Applied Gray Matter exceeds this minimum by maintaining multiple MTR-qualified personnel across engineering, design, and quality assurance functions[28]. This depth ensures:
- Design reviews incorporate MTR expertise from project inception
- Internal verification processes include MTR validation
- Multiple qualified personnel prevent single-point-of-failure knowledge dependencies
- Continuous MTR qualification maintenance through examination renewal
- Cross-functional MTR expertise spanning design, fabrication, and quality
Organizations with minimal MTR coverage face vulnerability during personnel changes, vacation periods, or workload peaks. Applied Gray Matter’s robust MTR qualification across multiple personnel ensures consistent expertise availability regardless of staffing dynamics.
Comprehensive Component Library and Supply Chain Management
UL508A compliance requires using appropriately Listed or Recognized components with comprehensive certification documentation. Applied Gray Matter maintains an extensive component library encompassing:
- Pre-verified components with UL certification documentation on file
- Preferred manufacturer relationships ensuring availability and support
- Alternative component qualifications supporting design flexibility
- Obsolescence management tracking component lifecycle and identifying replacements
- Counterfeit avoidance through authorized distributor relationships
- Component performance history informing reliability and quality expectations
This comprehensive component library accelerates design processes, ensures component availability, maintains certification documentation accessibility, and supports rapid response to customer requirements. Organizations lacking systematic component management face delays researching component certifications, risk specification errors, and encounter supply chain disruptions.
Integrated Engineering and Fabrication Capabilities
Applied Gray Matter integrates complete panel lifecycle capabilities from conceptual design through fabrication, testing, documentation, and field support[29]. This integration provides:
- Seamless design-to-fabrication transitions eliminating handoff gaps
- Design optimization based on fabrication expertise and lessons learned
- Rapid design iteration without external coordination delays
- Comprehensive ownership and accountability for panel performance
- Lifecycle support through modifications, upgrades, and troubleshooting
Organizations separating design and fabrication functions introduce communication barriers, accountability gaps, and quality risks. Applied Gray Matter’s integrated approach ensures that design decisions incorporate fabrication expertise, that fabrication processes align with design intent, and that single-point accountability extends across the complete panel lifecycle.

Industry-Specific Expertise and Application Knowledge
Beyond generic UL508A certification capabilities, Applied Gray Matter maintains deep expertise in industry-specific applications, standards, and requirements[30]. This expertise encompasses:
- Understanding industry-specific regulatory requirements beyond UL508A
- Familiarity with application-specific environmental conditions and challenges
- Experience with industry-standard communication protocols and integration requirements
- Knowledge of typical equipment configurations and operational requirements
- Relationships with industry-specific component suppliers and technology providers
This application expertise enables Applied Gray Matter to anticipate customer requirements, recommend optimal solutions, avoid common pitfalls, and deliver panels that address both explicit specifications and implicit industry expectations. Generic panel fabricators lacking industry-specific experience produce panels that may meet UL508A requirements but fail to address application specific needs.
Advanced Testing and Validation Capabilities
Applied Gray Matter maintains comprehensive testing capabilities extending beyond basic FAT protocols to include:
- Environmental testing chambers for temperature and humidity cycling
- High-potential (hi-pot) testing equipment for dielectric strength verification
- Power quality analyzers for harmonic analysis and power factor measurement
- Thermal imaging for hot spot identification and thermal performance validation
- Vibration testing for transportation and operational vibration environments
- Network testing equipment for industrial protocol verification
These advanced testing capabilities support applications with demanding environmental conditions, enable validation beyond standard requirements, provide comprehensive commissioning support, and demonstrate quality commitment through objective verification.
Documentation Excellence: Supporting Installation, Inspection, and Lifecycle Operations
Comprehensive Electrical Schematics and Panel Layouts
UL508A documentation requirements begin with detailed electrical schematics showing all power circuits, control circuits, component interconnections, terminal designations, and wire identifications[31]. Applied Gray Matter’s schematic documentation incorporates:
- Industry-standard symbols and conventions per IEEE and IEC standards
- Comprehensive component identification with manufacturer and model information
- Wire numbering systems supporting systematic troubleshooting
- Cross-reference systems linking schematic pages and components
- Revision control tracking design changes and as-built conditions
Panel layout drawings supplement electrical schematics by documenting physical component locations, mounting details, wire routing paths, and accessibility considerations. These layout drawings support:
- Installation planning and panel placement
- Maintenance planning and spare parts access
- Modification design and retrofit planning
- Thermal management validation
- Regulatory inspections and code compliance verification

Field Wiring Diagrams and Installation Instructions
Field wiring diagrams translate internal panel schematics into installation-focused documentation showing external connection points, terminal strip assignments, cable specifications, and interconnection requirements[32]. Applied Gray Matter’s field wiring documentation includes:
- Terminal-by-terminal connection instructions
- Wire gauge and insulation specifications for field wiring • Conduit entry points and cable routing guidance
- Grounding and bonding connection requirements
- Power source specifications and disconnecting means location • External device interconnection requirements
Installation instructions supplement field wiring diagrams with panel mounting requirements, environmental considerations, clearance requirements, and commissioning procedures. This comprehensive installation documentation enables efficient installation, supports electrical inspection and approval, and minimizes field troubleshooting.
SCCR Calculation Documentation and Compliance Records
SCCR calculations represent critical compliance documentation that electrical inspectors and AHJs frequently request during installation approval processes[33]. Applied Gray Matter maintains comprehensive SCCR documentation including:
- Component SCCR ratings with manufacturer data sheet references
- Branch circuit SCCR calculations per UL508A Supplement SB methodologies
- Overall panel SCCR determination showing limiting factors
- Component combination testing results where applicable
- Transformer impedance calculations for transformed circuits
This detailed SCCR documentation demonstrates calculation validity, supports inspector review and approval, enables verification that marked SCCR values are accurate, and provides basis for installation site fault current verification.
Operation and Maintenance Manuals
Comprehensive operation and maintenance manuals extend documentation beyond installation to support panel operation, troubleshooting, maintenance, and lifecycle support[34]. Applied Gray Matter’s O&M documentation includes:
- Operational theory and sequence of operations descriptions
- Startup and shutdown procedures
- Normal operation parameters and indicator interpretations
- Troubleshooting guides with symptom-based diagnostic procedures
- Preventive maintenance schedules and procedures
- Replacement part identification and specifications
- Safety precautions and arc flash hazard warnings
This comprehensive operational documentation reduces commissioning time, enables efficient troubleshooting, supports preventive maintenance programs, and facilitates operator training.
Regulatory Compliance Beyond UL508A: Integrated Safety and Quality Standards
NEC and Canadian Electrical Code (CEC) Alignment
UL508A certification addresses United States and Canadian markets through alignment with both the National Electrical Code (NEC) and Canadian Electrical Code (CEC)[35]. This dual-market certification enables:
- Single panel designs deployable across North American markets
- Compliance with both US and Canadian regulatory requirements
- Marking with both UL and cUL certification indicators
- Reduced engineering effort for multinational projects
Applied Gray Matter’s UL508A panel designs address both NEC and CEC requirements, ensuring panels meet electrical code requirements throughout North America without requiring market-specific design variations.
OSHA 1910.303 Compliance and Workplace Safety
OSHA 1910.303 requirements for “approved” electrical equipment create practical mandates for UL508A certification in workplace environments[36]. Beyond basic certification, Applied Gray Matter addresses OSHA compliance through:
- Arc flash hazard analysis and warning label placement per NFPA 70E
- Lockout/tagout provisions supporting OSHA 1910.147 requirements
- Working clearance documentation supporting OSHA 1910.303(g) (1) spacing requirements
- Safety circuit verification supporting machine safety standards
This comprehensive approach to workplace safety regulations ensures that panels support facility OSHA compliance programs beyond basic UL508A certification requirements.
NFPA 79: Electrical Standard for Industrial Machinery
Industrial machinery applications often require compliance with NFPA 79, the Electrical Standard for Industrial Machinery, in addition to UL508A[37]. NFPA 79 addresses machine-specific electrical safety requirements including:
- Emergency stop circuit requirements
- Control circuit protection and transformer sizing
- Conductor color coding and identification
- IP (Ingress Protection) ratings for control devices
- Electromagnetic compatibility (EMC) requirements
Applied Gray Matter’s machinery control panels integrate UL508A and NFPA 79 requirements, ensuring comprehensive compliance for industrial equipment applications. This integrated compliance approach prevents the common issue of panels meeting UL508A requirements but failing NFPA 79 machinery safety standards.

ISO 9001 Quality Management Systems
Applied Gray Matter implements ISO 9001 quality management system principles supporting systematic quality assurance, continuous improvement, and customer focus[38]. ISO 9001 implementation encompasses:
- Documented quality management processes and procedures • Management review and continual improvement systems • Customer focus and satisfaction measurement
- Supplier quality management and component traceability • Internal audit programs verifying process effectiveness • Corrective and preventive action systems
ISO 9001 certification demonstrates organizational commitment to quality beyond specific product certifications, providing customers confidence in systematic quality management across all organizational functions.
Cost-Effectiveness and Total Value Proposition
Minimizing Red-Tag Risk and Installation Delays
One of the most compelling value propositions for UL508A-certified panels from qualified fabricators is minimizing “red tag” risk—the situation where electrical inspectors reject panels at job sites, resulting in project delays, re-engineering costs, and additional labor expenses[39]. Common red-tag causes include:
- SCCR marking absent or inadequate
- Component certifications insufficient or undocumented • Wiring methods not meeting code requirements
- Panel markings incomplete or inaccurate
- Documentation inadequate for inspector review
Red-tag situations create cascading project impacts: construction schedule delays, contractor standby costs, expedited re-engineering fees, component expediting expenses, and customer relationship damage. The cost of addressing red-tag issues typically exceeds the total panel procurement cost by factors of 2× to 5×.
Applied Gray Matter’s systematic UL508A compliance processes minimize red-tag risk through comprehensive design verification, accurate SCCR calculation and marking, complete component certification documentation, and inspector-ready compliance records. This risk mitigation delivers direct cost savings by preventing expensive field issues.
First-Pass Approval and Accelerated Project Timelines
Beyond avoiding negative red-tag scenarios, comprehensive UL508A compliance enables first-pass inspector approval and accelerated project commissioning[40]. Benefits include:
- Electrical inspection scheduling without delays
- Project milestone achievement on schedule
- Reduced project management and coordination costs • Earlier system commissioning and production startup • Improved customer satisfaction and reference potential
For time-sensitive projects—such as seasonal production facilities, competitive market launches, or contracted startup dates—schedule acceleration can deliver significant business value exceeding direct cost considerations.

Lifecycle Cost Optimization Through Quality and Reliability
Panel quality directly impacts lifecycle costs through maintenance requirements, unplanned downtime, component replacement, and troubleshooting efforts[41]. High-quality UL508A panels from qualified fabricators deliver:
- Reduced unplanned downtime through reliable component selection and proper application
- Minimized maintenance costs through quality workmanship and durable construction
- Simplified troubleshooting through comprehensive documentation
- Extended operational life through proper design and component derating
- Reduced obsolescence risk through strategic component selection
Total cost of ownership analysis typically shows that high-quality panels from qualified fabricators deliver 20% to 40% lifecycle cost savings compared to low-cost alternatives with poor quality and reliability.
Insurance and Liability Risk Management
UL508A certification impacts insurance coverage, liability exposure, and risk management in multiple dimensions[42]:
- Insurance underwriters increasingly require UL-certified equipment for coverage
- Product liability exposure is reduced when certified equipment meets safety standards
- Workplace injury claims face greater defense when equipment meets OSHA requirements
- Property damage claims are mitigated when equipment meets electrical codes
While difficult to quantify precisely, insurance and liability benefits from UL508A-certified panels can exceed direct panel costs in the event of incidents, claims, or litigation.
Conclusion: Applied Gray Matter as the UL508A Partner of Choice
This comprehensive technical analysis establishes that Applied Gray Matter possesses the qualifications, capabilities, systems, and expertise to handle UL508A industrial control panel fabrication and cabinet certification for any industry application. The foundation of this capability rests on multiple pillars:
- UL508A Panel Shop Program Certification: Formal authorization to apply UL Marks to industrial control panels, validated through comprehensive UL audits and ongoing compliance verification
- MTR-Qualified Personnel: Multiple Manufacturer Technical Representatives qualified through rigorous examination, ensuring expert UL508A interpretation across engineering and quality functions
- Systematic Quality Processes: Multi-stage design verification, comprehensive fabrication quality control, thorough factory acceptance testing, and continuous improvement systems ensuring consistent compliance
- Industry-Specific Expertise: Deep application knowledge across pharmaceutical, food processing, warehouse automation, aerospace, water treatment, oil and gas, and additional industrial sectors
- Technical Capabilities: Advanced SCCR calculation methodologies, comprehensive component qualification systems, thermal and environmental analysis capabilities, and integrated engineering-fabrication processes
- Documentation Excellence: Comprehensive electrical schematics, detailed field wiring diagrams, complete SCCR calculations, thorough operation and maintenance manuals, and inspector-ready compliance records
- Regulatory Integration: Comprehensive understanding of NEC, CEC, OSHA, NFPA 79, and industry-specific standards beyond basic UL508A requirements
- Quality Management Systems: ISO 9001 principles, corrective action systems, continuous improvement processes, and organizational commitment to quality excellence
For industrial organizations specifying control panels, the selection of a qualified UL508A panel fabrication partner represents a strategic decision impacting project success, operational reliability, regulatory compliance, and lifecycle costs. Applied Gray Matter’s comprehensive capabilities across all dimensions of UL508A compliance—from initial design through fabrication, testing, documentation, and lifecycle support—position the organization as the premier partner for industrial control panel solutions.
The UL508A certification landscape continues to evolve with advancing technology, updated standards, and increasing regulatory scrutiny. Organizations partnering with Applied Gray Matter benefit from a fabrication partner committed to maintaining leading-edge expertise, investing in continuous capability development, and delivering consistent quality across all panel applications. Whether the requirement involves pharmaceutical cleanroom panels, food processing washdown systems, warehouse automation controls, aerospace manufacturing equipment, water treatment infrastructure, or oil and gas production facilities, Applied Gray Matter possesses the proven capabilities to deliver UL508A-certified panels that meet technical specifications, regulatory requirements, and quality expectations.
The question for industrial organizations is not whether UL508A certification matters—regulatory requirements and safety considerations establish this unequivocally. The critical question is which panel fabrication partner possesses the depth of expertise, breadth of capabilities, systematic quality processes, and organizational commitment to deliver consistent UL508A compliance across diverse applications. This analysis demonstrates that Applied Gray Matter meets and exceeds these requirements across all evaluation dimensions.